
Siemens 828D: Giddings & Lewis PT-1800 Horizontal Boring Mill






This G&L PT-1800 HBM was purchased by the customer with an outdated Siemens 840 control running on a PCU50 and NCU 573.4 with SIMODRIVE 611-D drives. It was a 4 axis machine (X, Y, Z, W) with a 37kW spindle motor and 120 tool GIFU automatic tool changer. The customer wanted to update the control and drives, while reusing the existing motors, before putting the machine into operation. They also asked for the ability to add a B-axis table in the future, as well as a manual machining function that would allow operators with little or no CNC experience to run the machine. Taking all the customer’s performance needs into consideration, MCI helped them decide on a Siemens 828D control with SINUMERIK S120 drives.
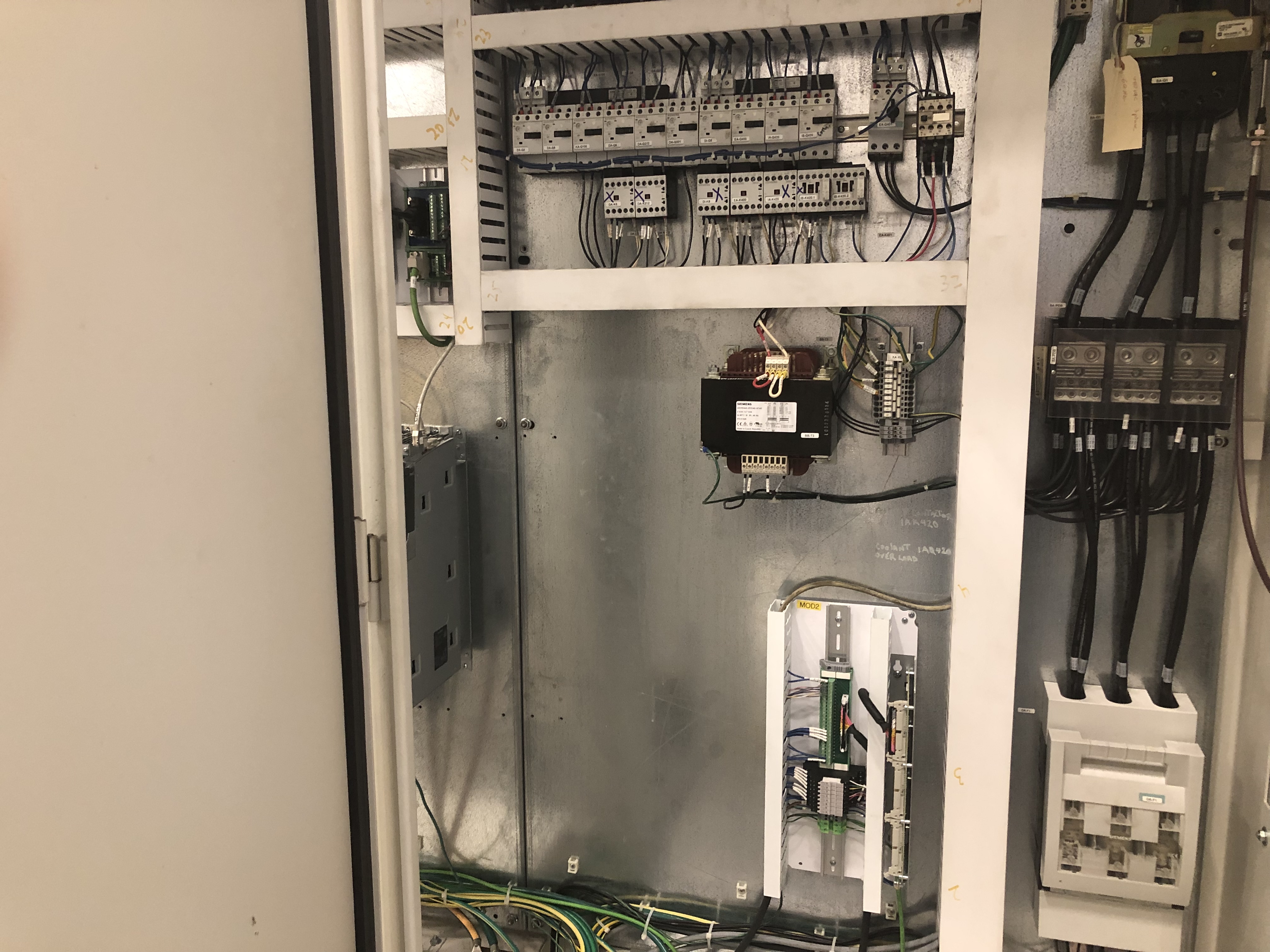
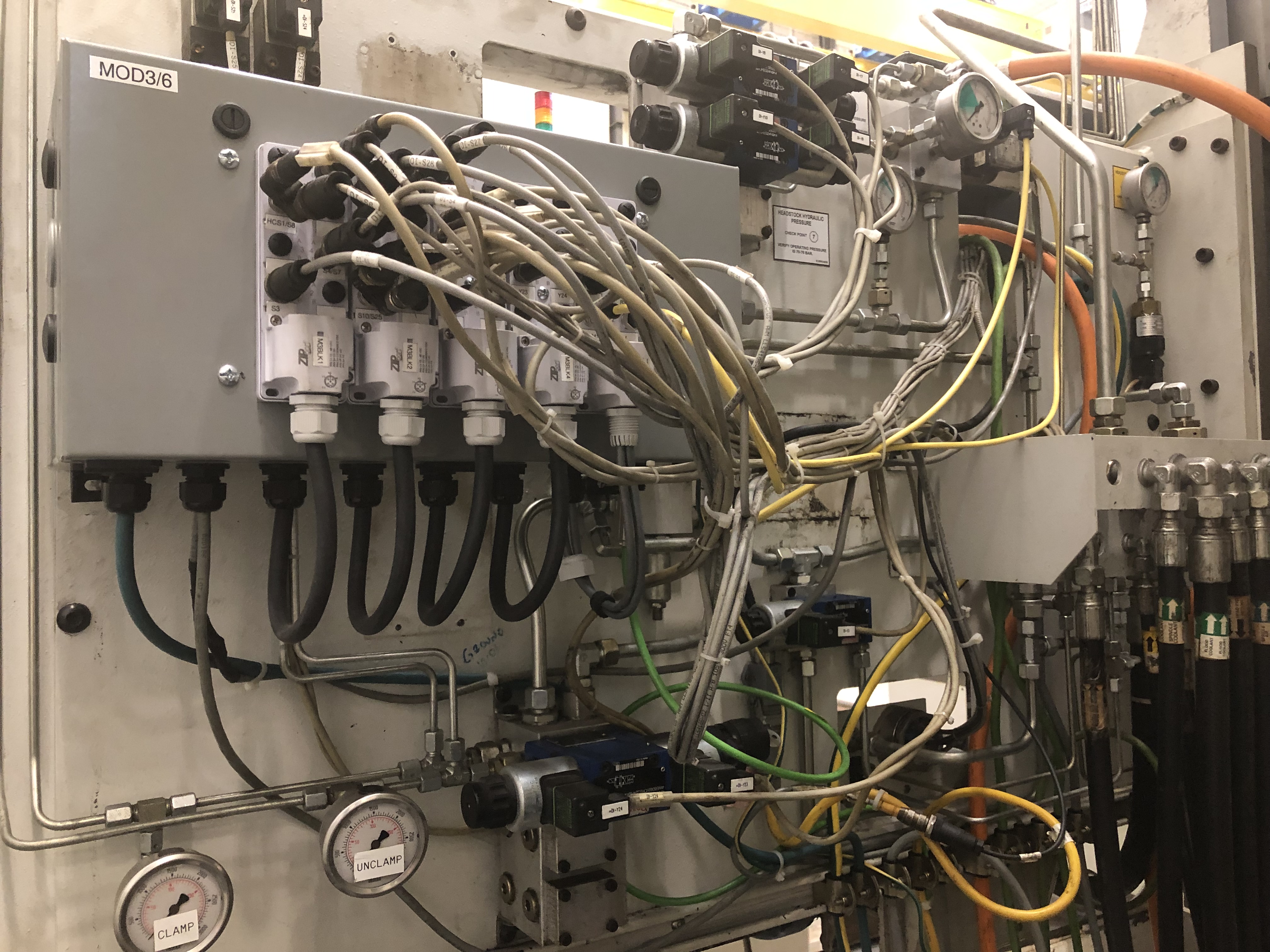
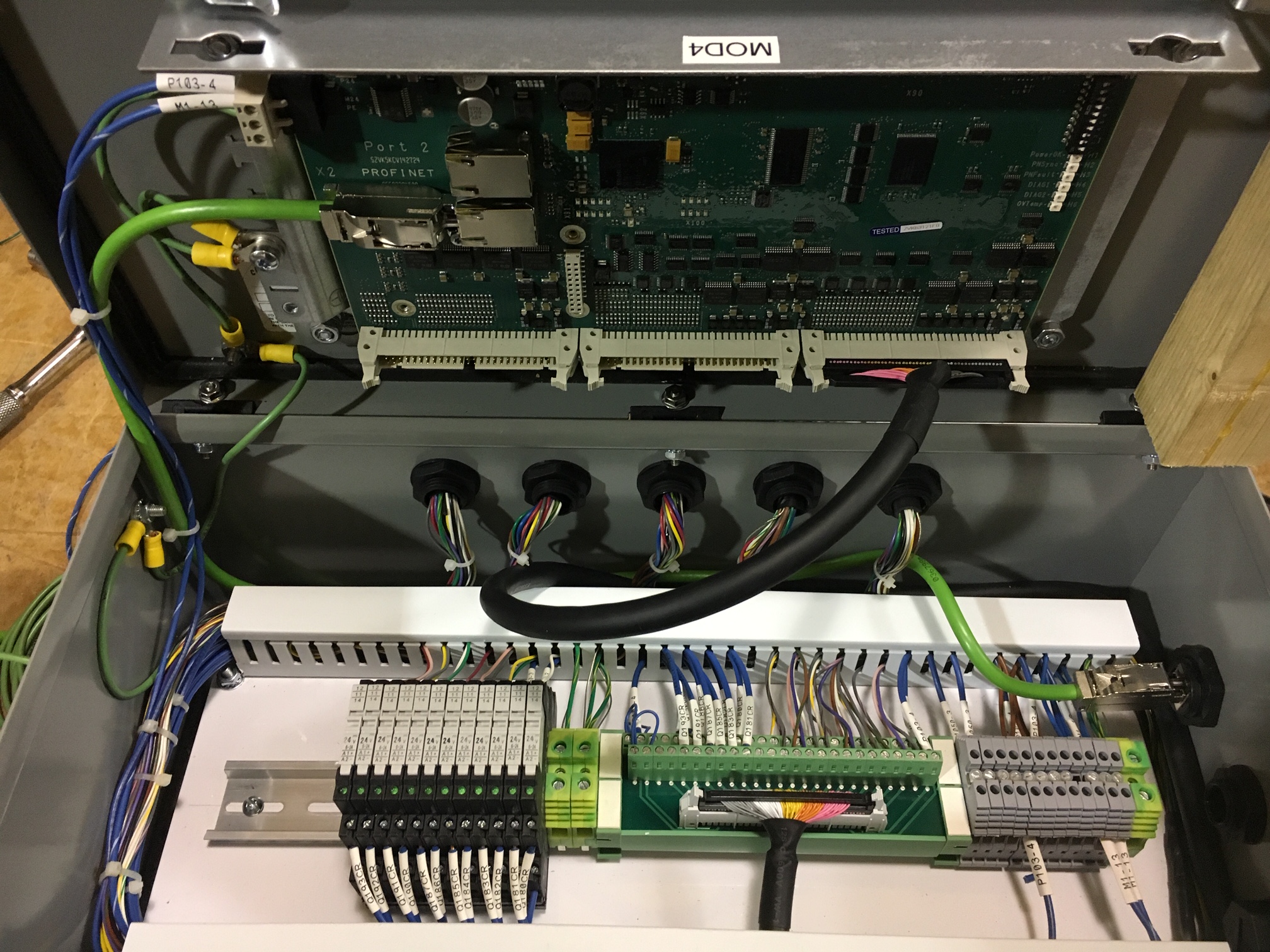
To accommodate the eventual addition of a B-axis, the line module powering the drives was increased from 80kW to 120kW. To quickly integrate with the existing electrical cabinet, several smaller panels were built off-site and then mounted onto the existing panel. The retrofit required replacing the old IO modules that ran on a Siemens ET200M PLC with new Siemens PP72/48 IO boards. To streamline this integration MCI designed and built compact IO modules that were able to be mounted directly onto the machine. This allowed for all IO to simply be plugged into these modules greatly simplifying the process and saving hours of rewiring cost. Reusing the customer’s encoder and Heidenhain LB382C scale feedback required Siemens SMC-30 modules to convert the TTL signals to the Drive-Cliq interface. The automatic tool changer was setup as a PLC axis that is run asynchronously to the other axes. The existing Renishaw RMP60 part probe was integrated into the 828D control, allowing the customer to run automatic probe cycles. A wireless tool setter was also added and integrated with custom programs. The M codes to run these programs were chosen to mirror those that the customer was familiar with on their other machines. To meet the customer’s need for simple manual operation, the machine was set up with the ability to enter “Manual Mill” mode. This mode allows for the simple selection of axis, direction, and feed rate using buttons on the operator panel, with spindle speed and direction set in the control. The process can then be operated using the “Cycle Start/Stop” and “Spindle Start/Stop” buttons, as well as speed control using the feed/spindle override dials.
MCI was able to reuse the customer’s operator station by adding an adapter plate for the new machine control panel, while also adding a wireless hand pulse generator (HPG). The wireless HPG allows the operator unrestricted mobility for finding the optimal viewpoint during manual operation.
Contact Us for more information on our Siemens 828D solutions.